






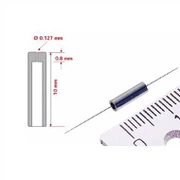
44-12 antislipspikes voor fietsbanden, metalen spuitgietonderdelen
Streef naar uitmuntendheid, blijf innoveren en bied klanten bevredigende producten van hoge- kwaliteit en uitstekende services

Een methode voor het bereiden van een legering op basis van wolfraam- met een hoog soortelijk gewicht, die de volgende stappen omvat:
(1) Ingrediënten mengen: weeg 7,31 kg wolfraampoeder, 1,88 kg nikkelpoeder en 0,81 kg ijzerpoeder om een mengsel A te verkrijgen;
(2) Droog malen: mengsel A droog malen met een snelheid van 30 rpm gedurende 6 uur en gelijkmatig mengen;
(3) Mengen en granuleren: roer het in stap (2) behandelde mengsel A met een snelheid van 15 rpm onder stikstofbescherming, verwarm gedurende 25 minuten op 200 graden; opwarmen en 107,2 g plastic hulpmaterialen toevoegen (HDPE: EVA: was: SA (gewichtsverhouding is 7:2:2:1) en 785 g polyoxymethyleenhars (POM), vervolgens verwarmd tot 230 graden, 10 minuten warm gehouden, nadat POM gesmolten is, de persafdekplaat neerleggen voor intern mengen en tegelijkertijd beginnen met afkoelen. Na afkoelen tot 200 graden, ga door met intern mengen gedurende 15 minuten totdat het oppervlak van het materiaal is uniform en glad, koelt vervolgens af tot 180 graden en extrudeert door de schroef en snijdt in pellets;
(4) Spuitgieten: na het maken van de mal volgens de productgrootte en materiaalkrimpvereisten, installeert u de mal in de spuitgietmachine, plaatst u de in stap (3) bereide pellets in de trechter van de spuitgietmachine en injecteert u het gesmolten materiaal in de vormholte door het vat om het te vormen; de specifieke spuitgietparameters omvatten: de vattemperatuur is ingesteld op 160-200 graden, de injectiedruk is 80-130 bar en de injectiesnelheid is 35% -70%;
(5) Ontvetten: Katalytisch ontvetten wordt uitgevoerd in drie stappen, de eerste stap: spoel de ovenholte met stikstof om de lucht in de ovenholte te verwijderen; de tweede stap, het vernevelen van zuiver salpeterzuurgas en het doorgeven ervan in de ovenholte om het chemisch te laten reageren met de polyoxymethyleenhars in het product, het ontleden van meer dan 80% van de polyoxymethyleenhars in het MIM-spuitgietstuk in formaldehydegas en het afvoeren ervan; de derde stap: spoel de ovenholte met stikstof om de resterende zuurmist in de ovenholte weg te spoelen;
(6) Sinteren: vacuüm sinteren in een grafietoven, het sinteren is verdeeld in drie fasen, de eerste fase, onder 800 graden, de polyoxymethyleenhars en plastic hulpmaterialen die na het ontvetten in het blanco product achterblijven, worden vergast en bij hoge temperatuur afgevoerd; de tweede fase, bij 800-1410 graden, vormen het nikkelmetaal en het ijzermetaal in de plano een vloeibare fase bij hoge temperatuur, en het wolfraammetaal wordt erin geïntegreerd en in vorm gesinterd; in de derde fase wordt de temperatuur in de oven afgekoeld tot onder de 70 graden en wordt het product eruit gehaald; de sintertijd is 23-26 uur.
De prestatieparameters van de op wolfraam gebaseerde legering met hoge-dichtheid- verkregen via de bovenstaande voorbereidingsmethode zijn als volgt:
| Productdichtheid | 14±0,1 g/cm3 |
| Producthardheid | HRC25±5. |
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. is een op technologie-gebaseerde onderneming die hoogte-techtechnologieën integreert, zoals poedermetallurgie, metaalinjectie, carbide en transmissietandwielkasten. In de afgelopen 20 jaar heeft het bedrijf een moderne fabriek gebouwd met diverse geavanceerde productieapparatuur en professionele testapparatuur. Het heeft ook samengewerkt met meer dan een dozijn Fortune 500-bedrijven en uitstekende resultaten behaald in de sector, terwijl het tegelijkertijd de wereldmarkt bedient. 2003--Geslaagd voor ISO9001:200 0 kwaliteitscertificeringssysteem 2011--Geslaagd voor ISO/TS16949.2009 kwaliteitscertificeringssysteem voor leveranciers van auto-onderdelen 2017--IATF16949:2016 kwaliteitscertificeringssysteem voor leveranciers van auto-onderdelen 2019 Geslaagd voor ISO14001-certificering voor milieumanagementsysteem Ondersteunende industrieën: auto's, motorfietsen, elektrisch gereedschap, huishoudelijke apparaten, communicatieapparatuur (mobiele telefoons), slimme wearables, hardmetalen materialen en druk-bestendig en slijtvast met hoge sterkte legeringen, tuingereedschap en medische apparatuur en andere toepasselijke industrieën. Productkenmerken van ons bedrijf: hoge sterkte, hoge precisie, hoge kostenprestaties, onderzoek en ontwikkeling en aanpassing van speciaal gevormde onderdelen, ondersteunende structurele onderdelen en massaproductie. Ons zakelijke doel: uitmuntendheid nastreven, blijven innoveren en klanten voorzien van bevredigende producten van hoge kwaliteit en uitstekende diensten. Onze slogan: Technologische innovatiekwaliteit, Zhongwei houdt gelijke tred met de tijd





Aanvraag sturen